斜顶底座的设计方法
发布于 2021-03-20
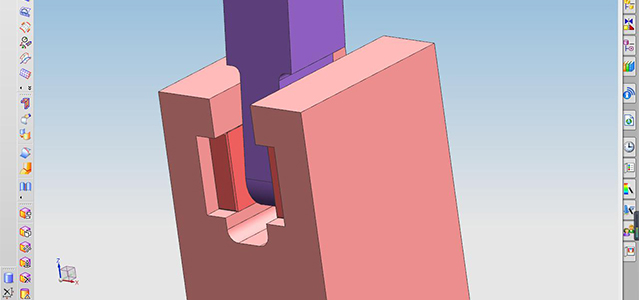
模具设计中,斜顶是非常常见的一种抽芯机构。今天我们来简单说明下,斜顶底座的设计方法!如图1 (图1) 斜顶底座一般是一个方形的块,中间有一个T行的槽。我们先来看下这个方形块的长和宽是如何设置的。如图2 ...
阅读(396)
发布于 2021-03-20
模具设计中,斜顶是非常常见的一种抽芯机构。今天我们来简单说明下,斜顶底座的设计方法!如图1 (图1) 斜顶底座一般是一个方形的块,中间有一个T行的槽。我们先来看下这个方形块的长和宽是如何设置的。如图2 ...
阅读(396)
发布于 2021-03-20
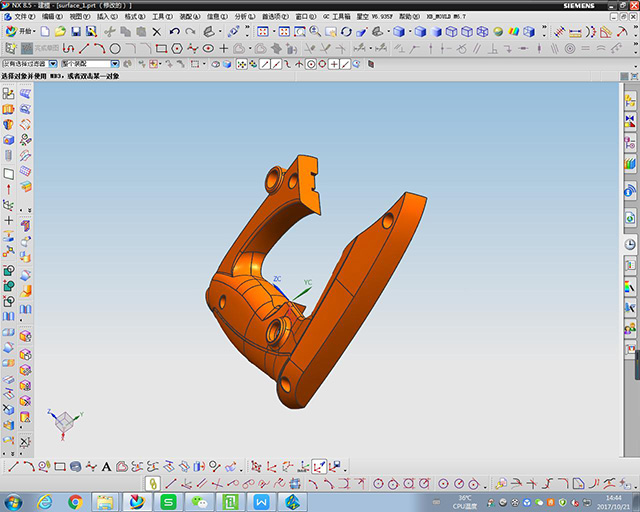
在模具设计中,有一种结构是很常见的。我们称之为斜顶(斜线顶出)。 无图无真相,那我们先上一幅图,见图1 图1 我们首先介绍下斜顶的组成,见图2 图2 斜顶一般有这几部分组成,但是他们真正在实际工作中,变化会很多,在这就不一一举例了.我们选取几个斜顶设计时,一定要注意的地方。 首先...
阅读(352)
发布于 2021-03-20

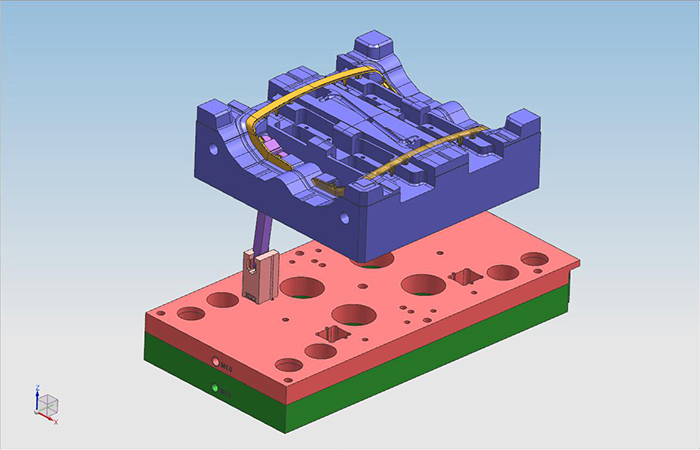
在模具设计的五大系统里,有一个看似简单但实际复杂的系统——冷却系统。 注塑模中的冷却系统一般使用冷却水道,也就是常说的运水。我们来看下总图中运水,见下图1。 图1 在我们设计中会遇到各种千奇百怪的运水排布。我们先来看一种最常见也是最简单的运水,如下图2。 图2 图中深蓝色为运水,...
阅读(259)
发布于 2021-03-20

作为一个模具设计师,在工作中一定会遇到出散件图这个事。本文以镶件为例,看看是如何出散件图的。 我们看到图中有四个镶件,如图1 (图1) 我们依次将其导出为CAD图档。使用UG导出功能,如下图2 (图2) 打开CAD出现如下图3 (...
阅读(255)
发布于 2021-03-20
本文完整的设计一个侧抽芯机构–滑块抽芯 图1 我们可以看见,产品的下部出现扣位需要设计滑块 1.首先我们测量下扣位的长度 图2 可以看出扣位距离为0.9mm左右,通常情况下,滑块的侧抽芯距离=扣位距离+2~5mm预留量,也就是说我们滑块侧抽芯距离大体为3~6mm,这个...
阅读(260)
发布于 2021-03-20
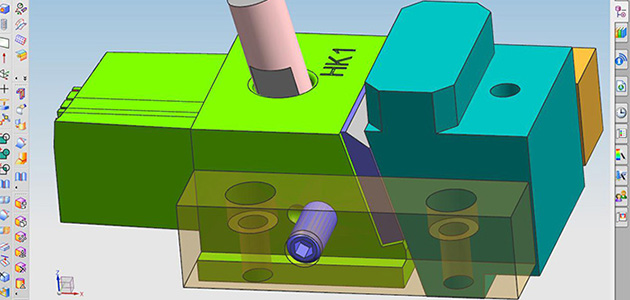
滑块这种侧抽芯机构是模具中最常用的。那么它是如何设计的,一个基本的滑块包含哪些部分? 1.首先,滑块一般包括有哪几个部分组成 图1 滑块一般包括以下几个部分:滑块头子(红色部位),滑块座子(绿色部位),压条(浅蓝色部 位),...
阅读(262)
发布于 2021-03-20
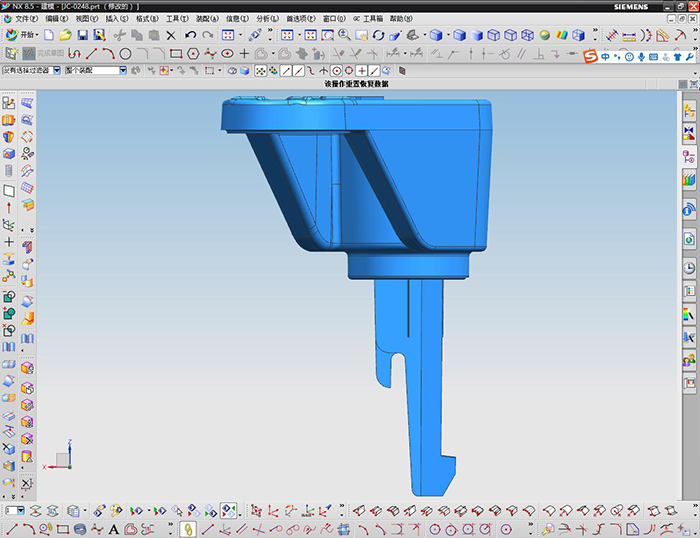
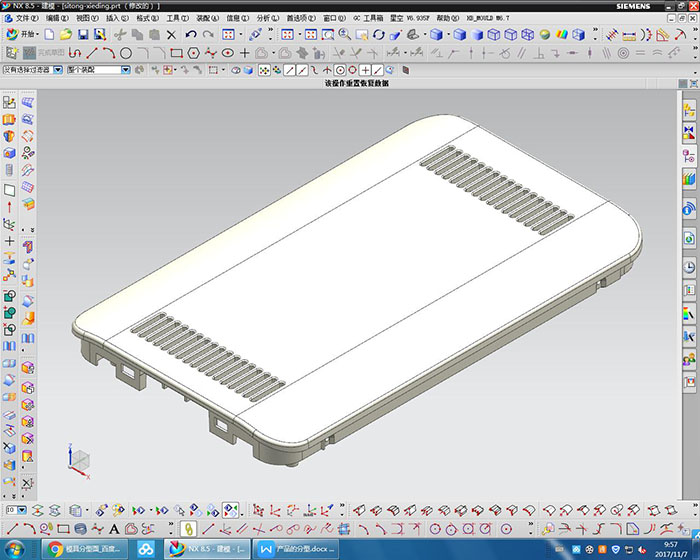
设计模具的时候,通常都会把产品的出模方设置为+Z轴,很多时候客户给过来的产品图没有摆正,我们需要通过分析产品,找到出模方向,将出模方向摆到+Z轴方向上,如何快速的摆正产品?今天就给大家讲讲产品摆正的具体操作: 1、 拿到一个产品后,根据产品的要求简单区分出前后模,见图1...
阅读(278)
发布于 2021-03-20
由于产品是塑料件的原因,在注塑机中处于熔融状态,在填充入模具前与冷却后会发生收缩,在设计模具时必须对其乘缩水率 那么,工作中我们如何对产品进行缩水的设置? 1先用UG软件打开一个产品 2 我们首先要了解这个产品的材料,比如产品具体是abs,pp,pom….不...
阅读(236)
发布于 2021-03-20
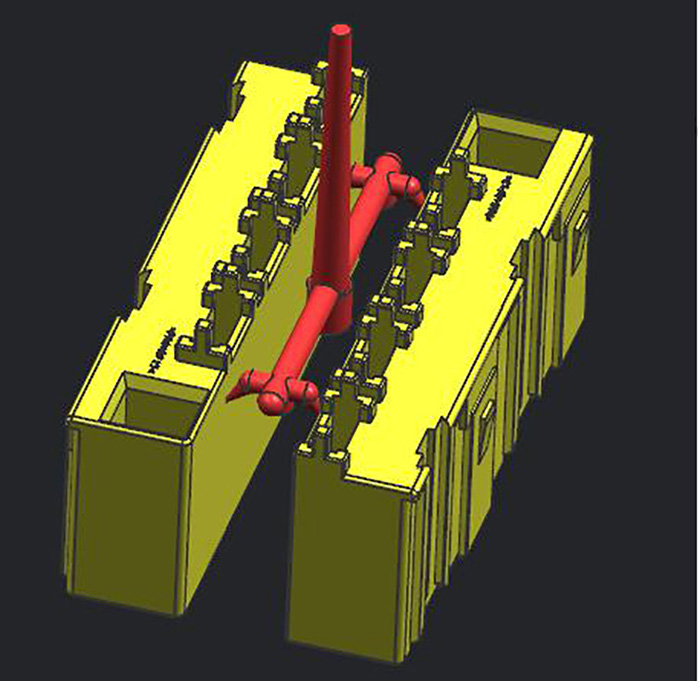
普通浇注系统由主流道、分流道、浇口和冷料井组成。在设计浇注系统之前必须确定塑件成型位置,浇注系统的设计是注塑模具设计的一个重要的环节,它对注塑成型周期和塑件质量(如外观,物理性能,尺寸精度)都有直接的影响, 设计时必须按如下...
阅读(271)
发布于 2021-03-20
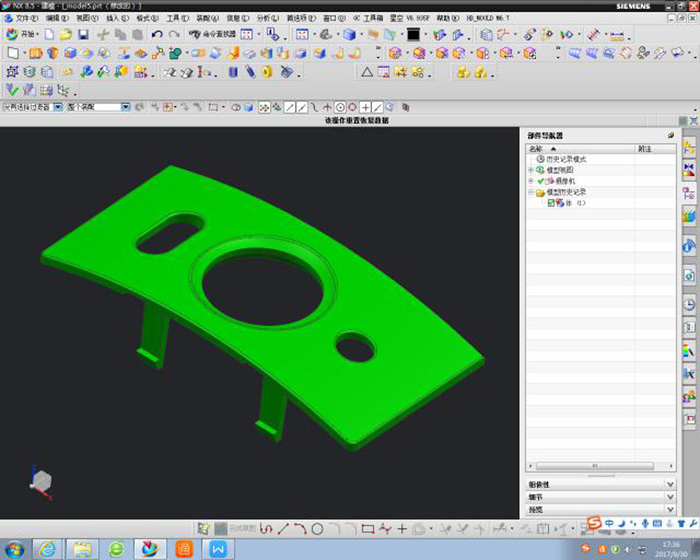
1.我们看到这样一个盒盖类的产品,如图1 图1 通过,摆正、分析斜率以后我们就会看到下图2 图2 可以比较直观的看到冷暖色调,这样我们基本就可以确定产品的分型线 如下图3中的黄色线 图3 2 分型面的一个原则是:简单,便于加工。这时,我们使用拉升功能,对黄色边框线进行...
阅读(245)
发布于 2021-03-20
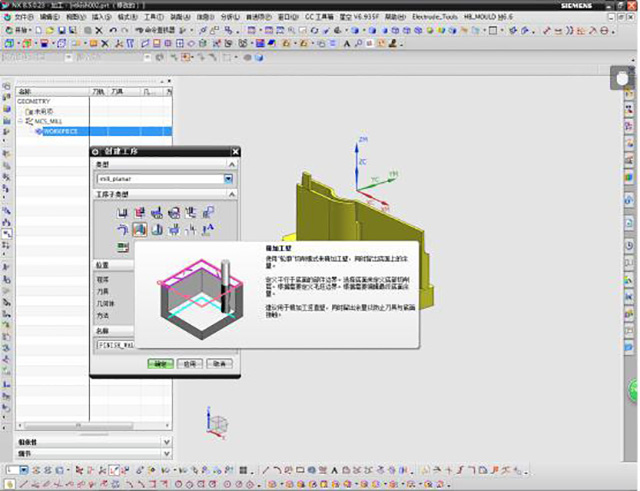
1、图(1)为精加工壁的命令。 (图1) 2、 打开精加工壁命令如(图2)指定部件边界,指定底面。 (图2) 3、打开指定部件边界如(图3) (图3) 4、打开指定底面如(图4) (图4) 5,选择生成刀路如(图5) (图5)
阅读(272)
发布于 2021-03-20
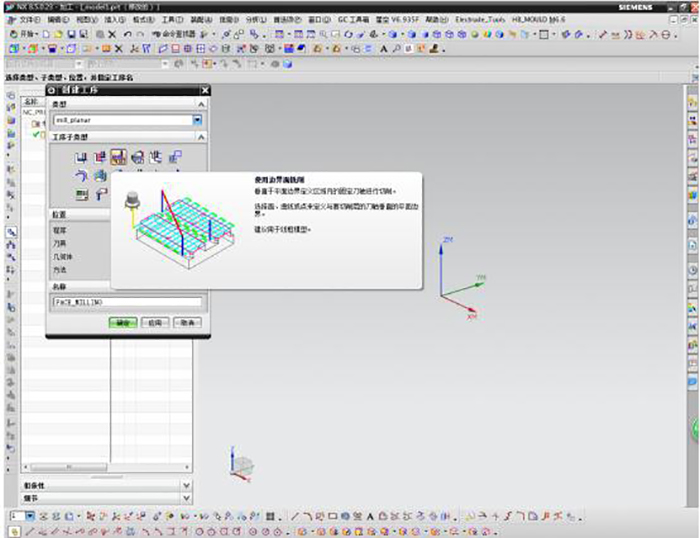
1.(图1)为面铣削命令 (图1) 2.打开面铣削如(图2)选择指定面边界 (图2) 3.如(图3)在过滤器类型里面选择面边界指定选择的面如(图4)指定结束后确定,生成刀路如图(5)。 (图3) (图4) (图5) 4.我们在看如图(6)这几个参数的设置,比如我们加工的面预留1....
阅读(284)
发布于 2021-03-20

众所周知,如今的产品在市场上的生命非常短暂,客户对新产品的接受能力非常高,产品需要不断更新,同时又要缩短推出市面的时间。 有些类型的产品并不适合以常规手法进行生产制造。常规方法是指用CAD来构造产品→制成样本→确认样品→生产产品,例如玩具(人物、公仔、动物、线条复杂的产品等),如...
阅读(283)
发布于 2021-03-20

配色着色可采用色粉直接加入树脂法和色母粒法。 色粉与塑料树脂直接混合后,送入下一步制品成型工艺,工序短,成本低,但工作环境差,着色力差,着色均匀性和质量稳定性差。 色母粒法是着色剂和载体树脂、分散剂、其它助剂配制成一定浓度着...
阅读(244)
发布于 2021-03-20
一、高密度聚乙烯(HDPE) 料筒温度 喂料区 30~50℃(50℃) 区1 160~250℃(200℃),区2 200~300℃(210℃),区3 220~300℃(230℃) 区4 220~300℃(240℃),区5 220~300℃(240℃),喷嘴 220~300℃(24...
阅读(309)