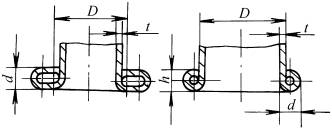
冷冲压件结构设计:角部加强肋形状尺寸
发布于 2021-03-20

冷冲压件结构设计:角部加强肋形状尺寸 L 型式 R1 R2 R3 H M(参考) 肋间距 12.5 A 6 9 5 3 18 65 20 A 8 16 7 5 29 75 30 B 9 22 8 7 38 90
阅读(347)
发布于 2021-03-20
冷冲压件结构设计:角部加强肋形状尺寸 L 型式 R1 R2 R3 H M(参考) 肋间距 12.5 A 6 9 5 3 18 65 20 A 8 16 7 5 29 75 30 B 9 22 8 7 38 90
阅读(347)
发布于 2021-03-20
冷冲压件结构设计:卷边最小直径 工件直径D 材料厚度t 0.3 0.5 0.8 1.0 2.0 ≤50 2.5 3.0 — — — 50~100 3.0 4.0 5.0 — — 100~200 4.0 5.0 6.0 7.0...
阅读(272)
发布于 2021-03-20
1.1.工模部简介 VT-PL工模部建于1988年,以生产塑胶硅胶模为主。在模具制造与设计中, 采用了CAD/CAM/CAE的技术,并装备了一批先进的数控设备。其中有高速切削加工中心、石墨电极加工中心、慢走丝线切割、NC火花机、三坐标测量仪等。应用了PRO/E、SPACE-E、M...
阅读(259)
发布于 2021-03-20
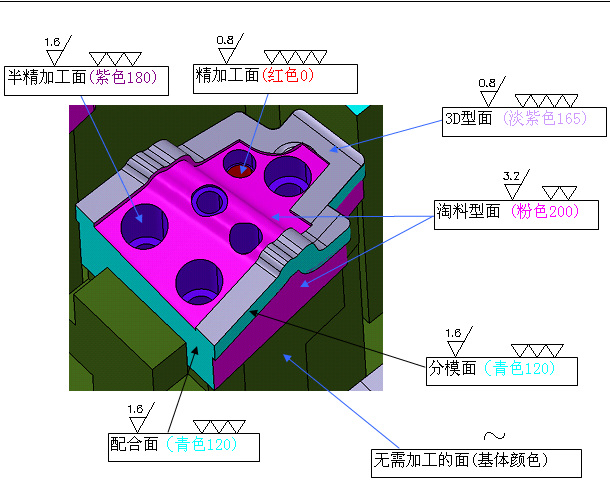
3D模具结构设计实体着色常见作法: 配合面(青色120) 3D型面 (淡紫色165) 淘料型面 (粉色200) 精加工面(红色0) 半精加工面(紫色180)
阅读(278)
发布于 2021-03-20

第二章 常用塑料的性能和注塑机有关参数、功能的介绍 在注塑模具的设计过程中,模具材料的选择、流道系统的布置、冷却方案和顶出方案的设计,都和塑料本身的性质密切相关。尽管塑料的内部结构比较复杂,系统地掌握其性能也比较困难,然而,对于...
阅读(271)
发布于 2021-03-20
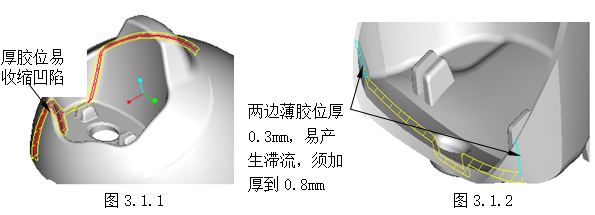
第三章 胶件结构 胶件结构不合理,会造成模具制造和胶件成形的困难;模具工程师应对胶件结构提出改进方案,并知会产品设计人员,由其确认。 当接到客户资料,应对资料进行必要的处理,其方式见本章附录1。 &nbs...
阅读(248)
发布于 2021-03-20

第四章 模具报价 模具报价或模具订料,系指模具设计和制造前的准备工作。根据客户提供的胶件报价(参考)资料或正式胶件资料,确定胶件在模具中的位置和数量,以及模坯和模料的尺寸、材料。 4.1 模具类型 ...
阅读(249)
发布于 2021-03-20
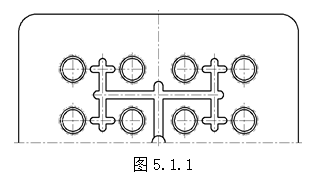
第五章 模具结构设计 5.1 胶件排位 胶件排位是指据客户要求,将所需的一种或多种胶件按合理注塑工艺、模具结构进行排列。胶件排位与模具结构、塑胶工艺性相辅相成,并直接影响着后期的注塑工艺,排位时必需考虑相应的模...
阅读(249)
发布于 2021-03-20

物料清单“BOM”及文件管理 6.1 物料清单“BOM”的编制 6.1.1物料清单“BOM”的基本格式 物料清单“BOM”基本格式以下例形式表示: 序號 名 稱 規 格 數量 材 料 備 注 1 模胚 CH4045 A80 B120 1 2 唧咀 Φ1...
阅读(329)
发布于 2021-03-20
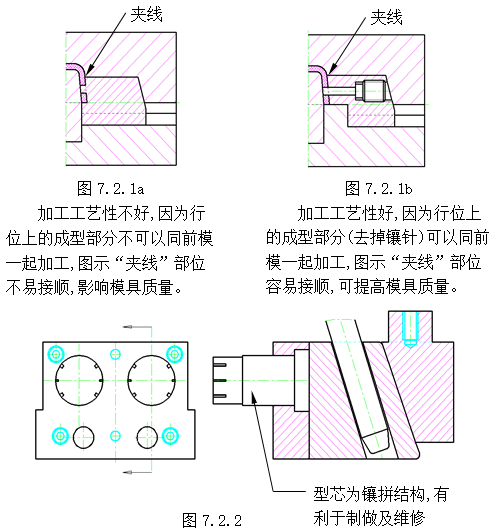
第七章 行位设计 7.1 常用行位机构类型 对有侧向分型、抽芯的机构统称行位机构。行位机构类型较多,分类方法多种多样。根据各类行位结构的使用特点,常用行位机构可以概括为以下几类: (1)前模行位机构 &nbs...
阅读(330)
发布于 2021-03-20
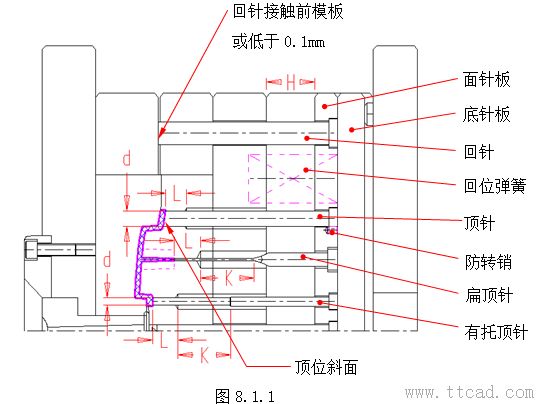
第八章 脱模机构 胶件脱模是注射成型过程中最后一个环节,脱模质量好坏将最后决定胶件的质量;当模具打开时,胶件须留在具有脱模机构的半模(常在动模)上,利用脱模机构脱出胶件。 脱模设计原则: (1)为使胶件不致因脱模产生变形,推力布置尽量均匀,并...
阅读(291)
发布于 2021-03-20
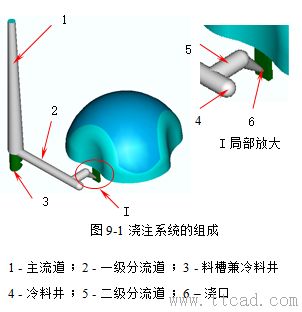
第九章 浇注系统及排气设计 9.1 浇注系统设计原则 9.1.1 浇注系统的组成 模具的浇注系统是指模具中从注塑机喷嘴开始到型腔入口为止的流动动通道,它可分为普通流道浇注系统和无流道浇注系统两大类型。普通流道浇注系统包括主...
阅读(461)
发布于 2021-03-20
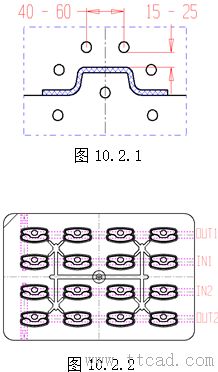
第十章 模温控制 模具温度对胶件的成型质量、成型效率有着较大的影响。在温度较高的模具里,熔融胶料的流动性较好,有利于胶料充填型腔,获取高质量的胶件外观表面,但会使胶料固化时间变长,顶出时易变形,对结晶性胶料而言,更有利于结晶过程进行,避免存放...
阅读(321)
发布于 2021-03-20
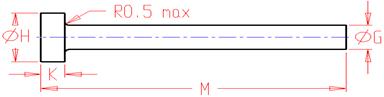
11.1 顶针类标准 11.1.1 圆顶针 英制圆顶针: G H K M(常用规格尺寸) (3/640) 1.19 mm 1/40 1/80 40、60、80 1/160 1.59 mm 40(101.6mm)、60(152.4mm)、 80(203.2mm)...
阅读(286)
发布于 2021-03-20
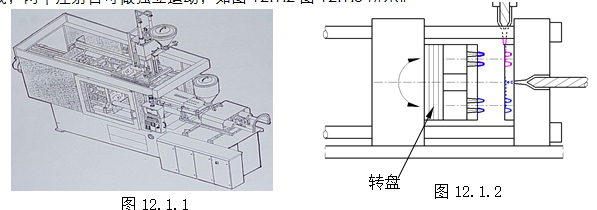
第十二章 双色模具 双色模具使用双色/双料注射机,可生产出两种胶料(硬胶为主,再加上软胶配合)及不同颜色的产品,特别适宜于成形有永久标记符合的各种按键。其优点是:同时成形缩短了生产周期,提高生产效率。 12.1 ARBURG 520C注射机 ...
阅读(260)