模具制图的标注经验
发布于 2021-03-20
一 模具标注原则 1、所有图面均采用第三视角画法。 2、所标图面均不能用SCALE放大或缩小(即在计算器图面保持1:1),只能将图框放大或缩小。 3、图框大小的选取,依照图形的大小,复杂程度来定图框大小。 4、图形标注时,尽量采取1:1标注,以便核对图面。 5、图框...
阅读(363)
发布于 2021-03-20
一 模具标注原则 1、所有图面均采用第三视角画法。 2、所标图面均不能用SCALE放大或缩小(即在计算器图面保持1:1),只能将图框放大或缩小。 3、图框大小的选取,依照图形的大小,复杂程度来定图框大小。 4、图形标注时,尽量采取1:1标注,以便核对图面。 5、图框...
阅读(363)
发布于 2021-03-20
1.原理: 本工艺采用抗蚀转印油墨,在贴花纸上丝网印制装饰纹,用贴膜法把装饰纹油墨转印到模具上,经干燥修整后,进行化学腐蚀,便在模具上制得凹凸型装饰纹。 工艺流程: 底图制作→照相制版→制丝网版→油墨调配→贴花纸印装饰纹→...
阅读(322)
发布于 2021-03-20

拉深模按其工序顺序可分为首次拉深模和后续各工序拉深模,它们之间的本质区别是压边圈的结构和定位方式上的差异。按拉伸模使用的冲压设备又可分为单动压力机用拉深模、双动压力机用拉深模及三动压力机用拉深模,它们的本质区别在于压边装置的不同(弹性压边和刚性压边)。按工序的组合来分,又...
阅读(278)
发布于 2021-03-20
二次頂出 一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成。但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。這樣的頂出動作設計,...
阅读(291)
发布于 2021-03-20
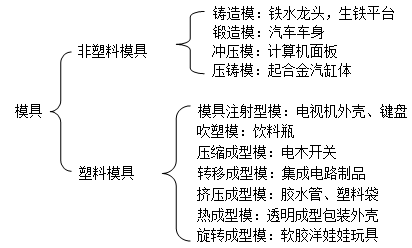
一.模具的一般定义;在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或产品,这种专用工具统标为模具。 二.模具的种类:(从加工材料来分类)
阅读(290)
发布于 2021-03-20
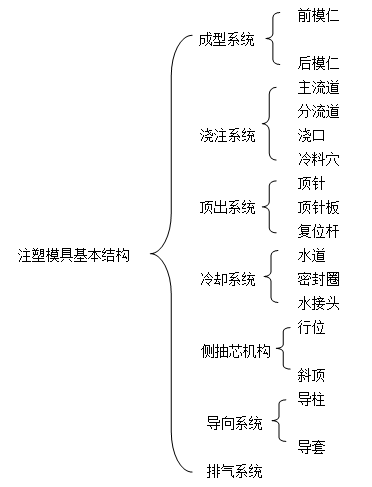
一. 注塑模具的基本结构:
阅读(288)
发布于 2021-03-20

当产品有倒勾,或产品有咬花但脱模角度不够时需通过行位的侧面抽芯来完成: 一.使用时机: 二、行位的设计原则: 1.有足够的刚度与强度 2.合理的分型处理(即在运动方向无倒扣等模具异常) 3.运动的平衡与平稳 4.良好的互换性与加工处理工艺 三、斜导柱驱...
阅读(269)
发布于 2021-03-20

斜顶与行位一样,也用于产品的扣位成型中,但斜顶常用于产品内部较短距离扣位的抽芯 一、斜顶的设计原则 1.根椐产品的扣位确定斜顶角度,一般为30——120 抽芯距一般大于产品扣位3mm。 2.根据斜顶宽度及斜顶所在产品上的位置(主要看有无干涉、...
阅读(551)
发布于 2021-03-20

浇注系统是将熔融的塑料从注塑机引到模具的每一个型腔的机构,因此其参数和形式的差异均会影响到产品的品质。通过本课学习掌握流道和浇口的设计原则及不同流道及浇口的选择。 一.流道 二.浇口 1.浇口的设计原则 A.浇口应开在产品断面较厚的部位、利于浇注 B....
阅读(291)
发布于 2021-03-20

模具的温度对熔融塑料充满、流动、固化成型,生产效率,产品形状尺寸精度都有重要影响. 一.冷却系统的设计原则: 1、在保证钢料强度的前提下,冷却水道尽量设置在靠近型腔(型芯)表面、且彼此与型腔距离尽量一致、在加强冷却的同时,使模温均匀、进出水...
阅读(297)
发布于 2021-03-20
在注射型过程中,产品由模具中脱出,脱出产品的机构称之为顶出机构: 一、顶出系统的设计原则 1.顶出过程中在要保证顶出绝对平均、顶出平稳。 2.顶出元件选择及大小应尽可能统一、尽量单一化、以便加工及降低成本 3.顶出元件直接作用于产品表面,顶出力量要足够...
阅读(260)
发布于 2021-03-20

【产品结构】 从上图中可以看出,此套模的看点在于三个斜柱外侧部分的脱模结构设计,如果按照常规方法不论从哪个方向进行斜抽芯滑块与滑块之间都会产生干涉, 怎么办呢? 我们经常会聊到一些“旋转抽芯”,“滑块两次抽芯”等等...
阅读(285)
发布于 2021-03-20
国产塑料模具钢 类别牌号 中国 美国 日本 瑞典 德国 用途 塑料模具钢 B30 2738 用于制造生产批量小,模具载面积不大,尺寸精度及表面粗糙度要求不高的塑料成形模具或模架 B20 50 1050 S50C C50 45 1045 S48C C45...
阅读(249)
发布于 2021-03-20
一 拉延摸DR (一)型面尺寸的确认:根据图面或样件尺寸来确定 1 首先,根据图面尺寸,全面检视了解该摸具所有型面尺寸,有不清楚的地方要提出来弄懂、弄明白; 2 在没有图面尺寸的情况下须按样件尺寸确认。 (二)上、下模基准钳工作业时 1 请注意:凸花的尺寸是绝对尺寸,...
阅读(274)
发布于 2021-03-20

冲孔凹模内允许含3件以下废料,凹模刃口高度与凸模切入量应匹配达成,避免积废料。冲圆孔时,漏料孔比所需冲孔直径单边大1-2mm,下模座漏=孔比镶块上漏料孔单边大1-3mm。
阅读(246)